云南钰丰钢化玻璃有限公司为您主要提供云南钢化玻璃,大理钢化玻璃,大理玻璃厂等相关的展示和信息更新,欢迎您的收藏。





云南钰丰钢化玻璃有限公司是一家专注于钢化玻璃、中空玻璃、夹胶玻璃生产销售的综合性型企业,业务范围:云南钢化玻璃,大理钢化玻璃,云南中空玻璃,大理中空玻璃及云南夹胶玻璃。公司位于大理工业园区,占地100余亩,现已建成现代化厂房4万平方,公司位于大理经济开发区上登工业片区。我厂引进了先进的技术和生产...
了解更多+>>
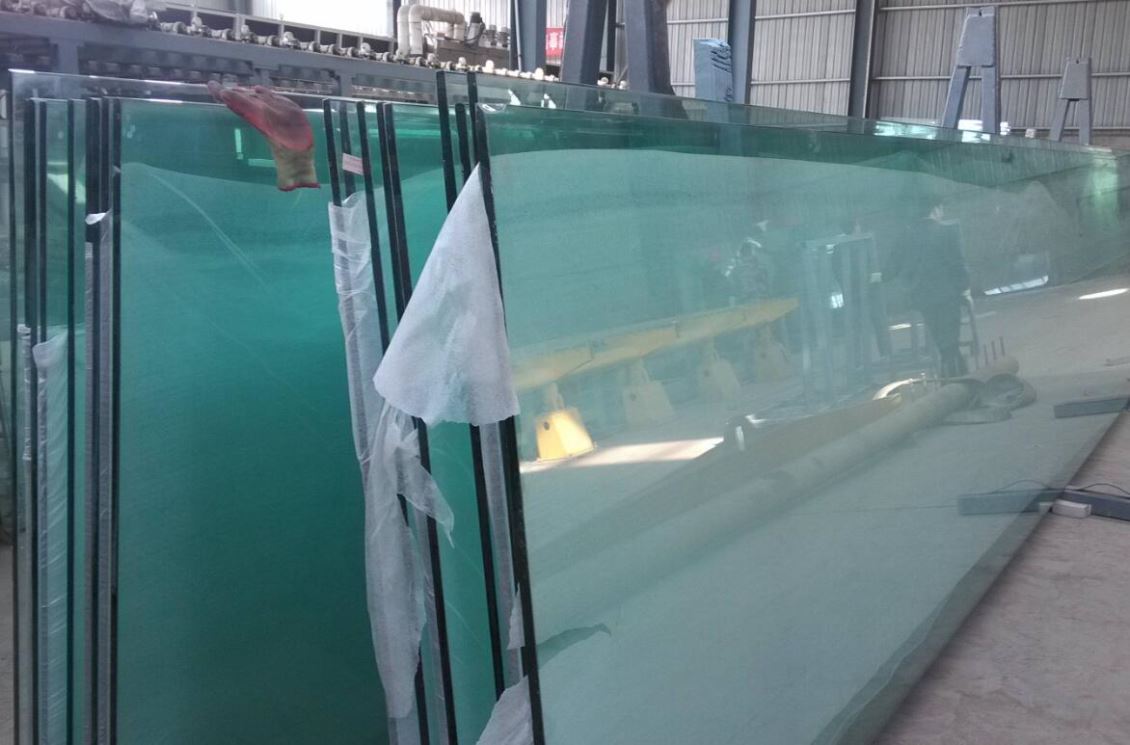
钢化玻璃表面瑕疵是什么原因造成的?大理玻璃厂来告诉大家原因:1、辊痕钢化炉内因为辊道距离比较大,导致步跳劲大,就可能留下...
了解更多+>> 联系人: 何总
手机: 13529651965
电话(Tel):13529651965
邮箱: 18460844@qq.com
网址: www.dlyfgm.com
地址:大理经开区上登工业片区A-1幢

灯塔涂料 GRC幕墙 腻子粉招商 贵州工字钢 硅酸钙板厂家 成都桥梁加固 陕西硅酸钙板 云南井盖 豪世家园仿石漆 自浮式桥梁防撞设施 成都铝合金加工 贵州外墙浮雕 涵洞堵漏 铝艺围墙栏杆 云南钢化玻璃